Imprenta y conversión
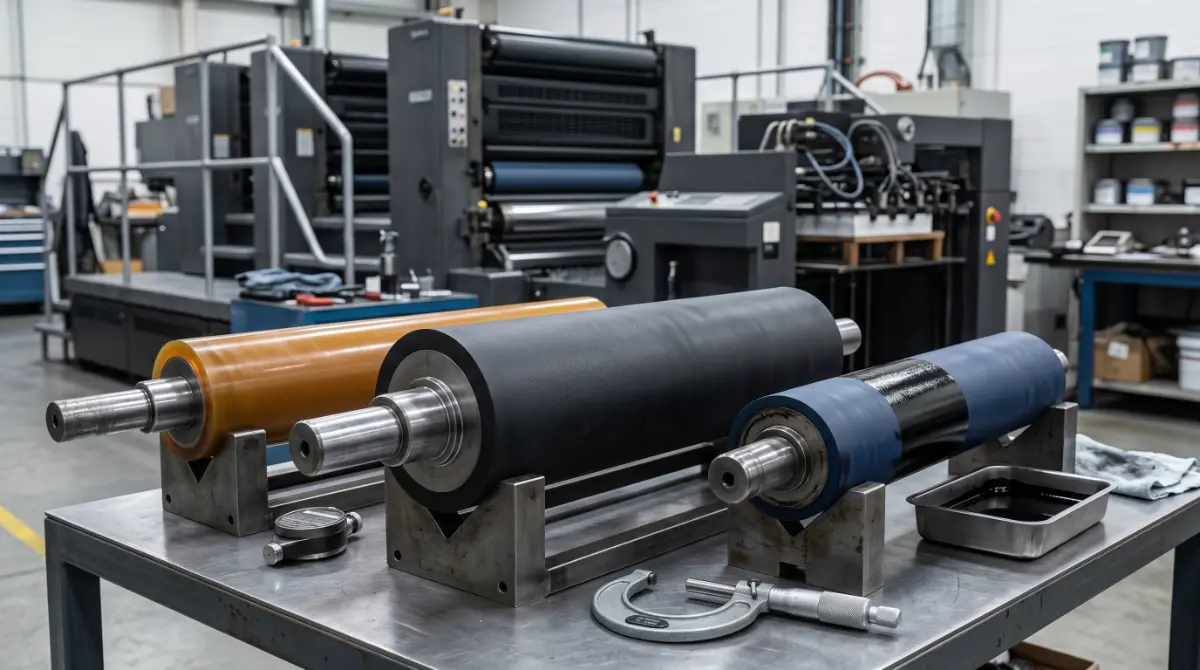
Rodillos con tintas, solventes, nip, dureza y transferencia superficial.
Problemas típicos
Rodillos con tintas, solventes, nip, dureza y transferencia superficial. En esta industria la selección de elastómero debe partir del modo de falla dominante y de la consecuencia económica de paro o contaminación.
Materiales candidatos
Estos candidatos son punto de partida. El proveedor debe validar compuesto, grado, curado y tolerancias contra condiciones reales.
Fallas frecuentes
Fallas comunes: hinchamiento por química, grietas por ozono o fatiga, pérdida de dureza por temperatura, abrasion prematura, compression set, delaminación o contaminación de producto.
Qué pedir en cotización
- Material propuesto y razón técnica.
- Ficha técnica del compuesto.
- Rango de temperatura y fluido validado.
- Dimensiones, tolerancias y método de inspección.
- Historial de aplicaciones similares.
Condiciones de servicio típicas
Imprenta exige uniformidad de dureza Shore, planitud y baja deformación dinámica más que resistencia química extrema. Los rodillos viven en contacto con tintas (base agua, base solvente o UV), soluciones de mojado, blanquets, papel y, en cabezales de impresión, calor radiante de las lámparas.
En esta industria la selección rara vez se resuelve por nombre de familia. Define primero fluido, temperatura, ciclos y norma aplicable, y valida con pruebas de inmersión, dureza y envejecimiento sobre el compuesto exacto del proveedor.
Piezas frecuentes y materiales candidatos
La tabla siguiente lista combinaciones habituales como punto de partida. Los materiales sugeridos son orientativos: el compuesto exacto debe definirlo el proveedor según fluido completo, temperatura, dureza requerida y norma.
| Pieza o aplicación | Material candidato | Condición de servicio |
|---|---|---|
| Rodillos entintadores | NBR, EPDM (mojado), PU | Tinta, agua de mojado |
| Rodillos tomatintas y batidores | NBR de dureza media | Tinta y lavados |
| Mantillas y blanquets de offset | NBR composite | Tinta, papel, presión cíclica |
| Rodillos UV | EPDM grado UV o FKM | Tinta UV, lámparas calientes |
| Rodillos de mojado | EPDM | Solución fuente con alcohol y aditivos |
| Rodillos en flexografía y rotograbado | Recubrimientos especiales (PU/NBR/EPDM) | Tinta base solvente o agua |
Fallas frecuentes en esta industria
Hinchamiento de NBR cuando la tinta cambia de formulación, glaseado por agotamiento de plastificantes o por tinta UV en rodillos no aptos, decoloración cosmética, desbalance dinámico que vibra a velocidad y pérdida de corona por desgaste irregular.
Para profundizar en mecanismos específicos: hinchamiento químico, grietas por ozono, compression set, extrusión de sellos y envejecimiento por calor.
Preguntas para levantar requerimientos
Antes de pedir cotización o validar un compuesto, un comprador o ingeniero suele necesitar estas respuestas del usuario final. Sin ellas, cualquier recomendación es solo orientativa.
- ¿Tipo de tinta exacta y proveedor (no solo 'tinta UV')?
- ¿Dureza Shore A objetivo y tolerancia aceptada?
- ¿Velocidad de producción y temperatura del rodillo en operación?
- ¿Diámetro tolerado y corona requerida?
- ¿La máquina exige balanceo dinámico documentado?
- ¿Se acepta recubrimiento sobre núcleo existente o se entrega rodillo completo?
Pruebas recomendadas antes de producir
Para validar la selección antes de lanzar una orden grande, conviene apoyarse en pruebas estandarizadas: dureza Shore (ASTM D2240) sobre lote, inmersión en el fluido real (ASTM D471), envejecimiento por calor (ASTM D573), compression set (ASTM D395) y, según aplicación, resistencia al ozono (ASTM D1149) o abrasión (DIN/ASTM D5963).
Materiales candidatos en esta industria: NBR · EPDM · PU · FKM.
Condiciones de servicio
Imprenta. Rodillos y mantillas sufren solventes, tinta, presión, temperatura y exigencia de superficie. La selección de elastómero empieza por el ambiente real, no por el catálogo. En planta importan paros, limpieza, refacciones, fluido, velocidad, temperatura, presión, abrasión y consecuencia de fuga.
Piezas comunes
Las piezas habituales incluyen O-rings, sellos de labio, juntas planas, empaques moldeados, rodillos, ruedas, bujes, perfiles, mangueras, recubrimientos y soportes antivibratorios. Cada una falla por un mecanismo diferente y exige pruebas distintas.
| Pregunta de levantamiento | Por qué importa |
|---|---|
| ¿Qué fluido toca la pieza? | define compatibilidad e hinchamiento |
| ¿Qué temperatura ve la pieza, no el ambiente? | controla envejecimiento, set e hidrólisis |
| ¿Hay movimiento relativo? | agrega fricción, calor y desgaste |
| ¿Qué pasa si falla? | define nivel de prueba y trazabilidad |
| ¿Qué limpieza o químico se usa? | puede ser más agresivo que el fluido de proceso |
Materiales candidatos
Los candidatos se eligen por mecanismo dominante: NBR/HNBR/FKM para aceite y combustible, EPDM/CSM/VMQ para intemperie o agua según condición, PU/NR para desgaste y carga, FFKM cuando la química y el costo de falla son extremos. La validación final debe hacerse con compuesto y pieza reales.
Lecturas relacionadas
Condiciones de servicio
En Imprenta y conversión, el elastómero debe seleccionarse desde la condición dominante: fluido, limpieza, abrasión, temperatura, presión, movimiento, exposición exterior, vida esperada y riesgo de paro. Dos industrias pueden usar la misma pieza geométrica y requerir materiales distintos por ambiente.
| Dato necesario | Uso en selección |
|---|---|
| Fluido real | Define compatibilidad y prueba de inmersión. |
| Temperatura | Afecta envejecimiento, dureza y compression set. |
| Movimiento | Distingue sello estático, dinámico, rodillo o amortiguador. |
| Limpieza | Define grado sanitario, extracción y agentes químicos. |
| Consecuencia de falla | Define nivel de validación y trazabilidad. |
Contexto y límites
La entrada Imprenta y conversión debe leerse dentro del sistema completo de los elastómeros: composición química, formulación, proceso de fabricación, geometría de la pieza, ambiente de operación y método de prueba. Ninguna propiedad aislada define por sí sola el desempeño. La utilidad de esta información está en conectar el concepto con una decisión verificable.
En una aplicación real, el mismo material puede funcionar durante años o fallar rápidamente según dureza, curado, carga, plastificante, temperatura, fluido, presión, movimiento y limpieza. Por eso la enciclopedia evita presentar una familia de hule como solución universal. Cada recomendación debe entenderse como preselección hasta que una prueba o experiencia validada confirme el resultado.
| Dimensión | Preguntas que debe responder |
|---|---|
| Material | ¿Qué familia, dureza, curado y formulación se usarán? |
| Diseño | ¿Cómo se deformará la pieza y dónde aparecen esfuerzos? |
| Proceso | ¿Cómo se mezcló, moldeó, extruyó, curó o rectificó? |
| Ambiente | ¿Qué fluido, temperatura, ozono, abrasión o limpieza existe? |
| Validación | ¿Qué prueba confirma que el riesgo principal está controlado? |
Errores comunes
El error más frecuente es convertir una abreviatura en una garantía. NBR no significa automáticamente apto para cualquier aceite; EPDM no significa apto para todo vapor; FKM no resiste todos los químicos; silicona no es sinónimo de grado alimenticio; poliuretano no siempre resiste agua caliente. La segunda equivocación es pedir dureza como si fuera material completo. La tercera es comparar proveedores sin fijar método de prueba y criterio de aceptación.
Una especificación madura evita esas trampas: define función, ambiente, geometría, material candidato, prueba, tolerancia, trazabilidad y condición de aceptación. En una pieza crítica, la ausencia de información no reduce el riesgo; solo lo transfiere al proveedor o al usuario final.
Fuentes y base técnica consultada
El contenido está reescrito y sintetizado para uso educativo e industrial. No sustituye fichas técnicas, normas, pruebas de laboratorio ni aprobación del fabricante del compuesto.