Extrusión en sellos y O-rings
El elastómero es empujado hacia la holgura por presión y se corta.
Descripción de la falla
La extrusión aumenta con presión, temperatura, holgura, baja dureza y ausencia de back-up rings.
El diagnóstico debe separar tres cosas: material, diseño y proceso. Cambiar material sin corregir ranura, adhesión, torque, velocidad o fluido puede repetir la falla con otro polímero.
Causas probables
- Material incompatible con fluido o temperatura.
- Geometría con concentración de esfuerzos.
- Proceso de fabricación deficiente.
- Instalación incorrecta.
- Cambio de químico, limpieza o carga no comunicado.
- Especificación incompleta basada solo en dureza.
Datos para diagnosticar
| Dato | Por qué importa |
|---|---|
| Foto macro | Muestra grieta, hinchamiento, desgaste o interfaz |
| Historial de servicio | Distingue falla inmediata de envejecimiento |
| Fluido exacto | La compatibilidad depende de química real |
| Temperatura continua/pico | Acelera ataque y set |
| Dimensiones antes/después | Muestra hinchamiento, contracción o desgaste |
| Dureza antes/después | Indica envejecimiento, extracción o curado |
Acciones correctivas
- Validar material contra fluido y temperatura.
- Ajustar dureza o módulo solo después de revisar geometría.
- Revisar diseño de ranura, compresión, holgura o adhesión.
- Cambiar proceso de limpieza o lubricante incompatible.
- Probar prototipo bajo condiciones reales.
- Documentar proveedor, lote y ficha técnica.
Holgura de extrusión y anillos antiextrusión

Nibbling o mordisqueo en O-rings
Síntoma y mecanismo
Síntoma visible
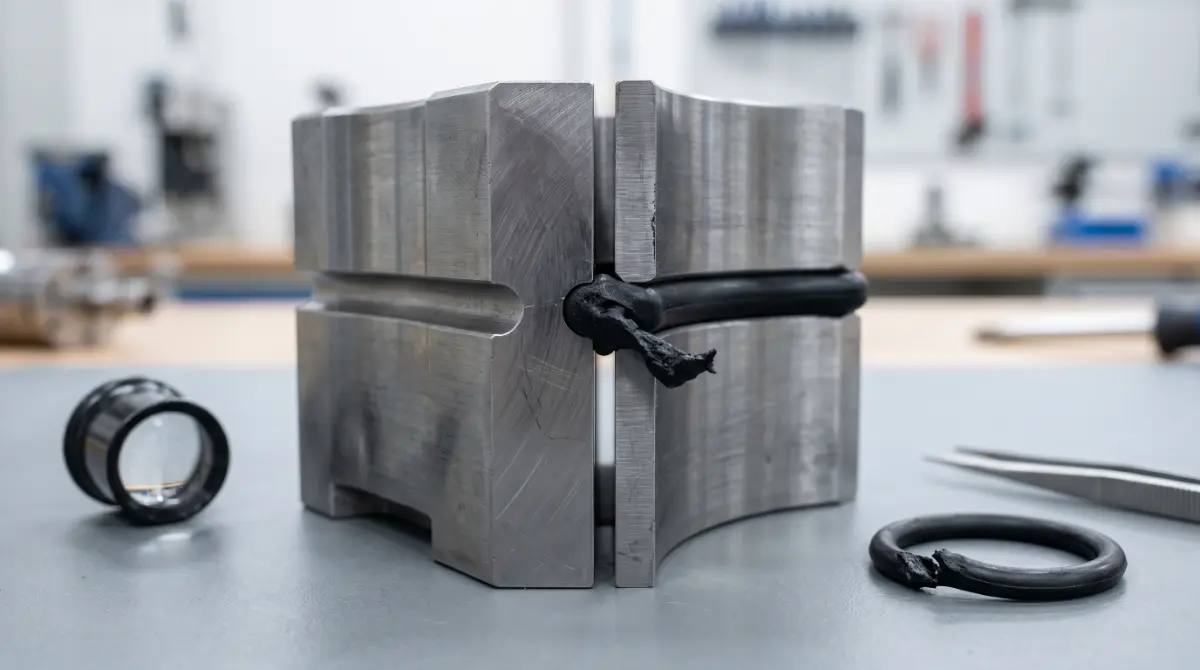
El O-ring presenta un pellizco en una esquina o un anillo deformado de material fluido en la dirección de la presión. En casos severos, se ve material extruido a través de la holgura del alojamiento. Suele combinarse con fuga.
Mecanismo físico-químico
Bajo presión, el elastómero fluye hacia el gap entre las piezas metálicas. Si la holgura es mayor que la que la dureza puede sostener, el material avanza, se cizalla y se pierde geometría.
Causas probables
- Holgura excesiva entre piezas (gap > a lo que aguanta la dureza).
- Dureza Shore A demasiado baja para la presión.
- Presión por encima de lo previsto, o picos transitorios no contemplados.
- Ausencia de back-up ring (anillo antiextrusión) en presión alta.
- Hinchamiento que reduce dureza efectiva y aumenta extrusión.
- Temperatura alta que ablanda el material en operación.
Cómo diagnosticarla en planta
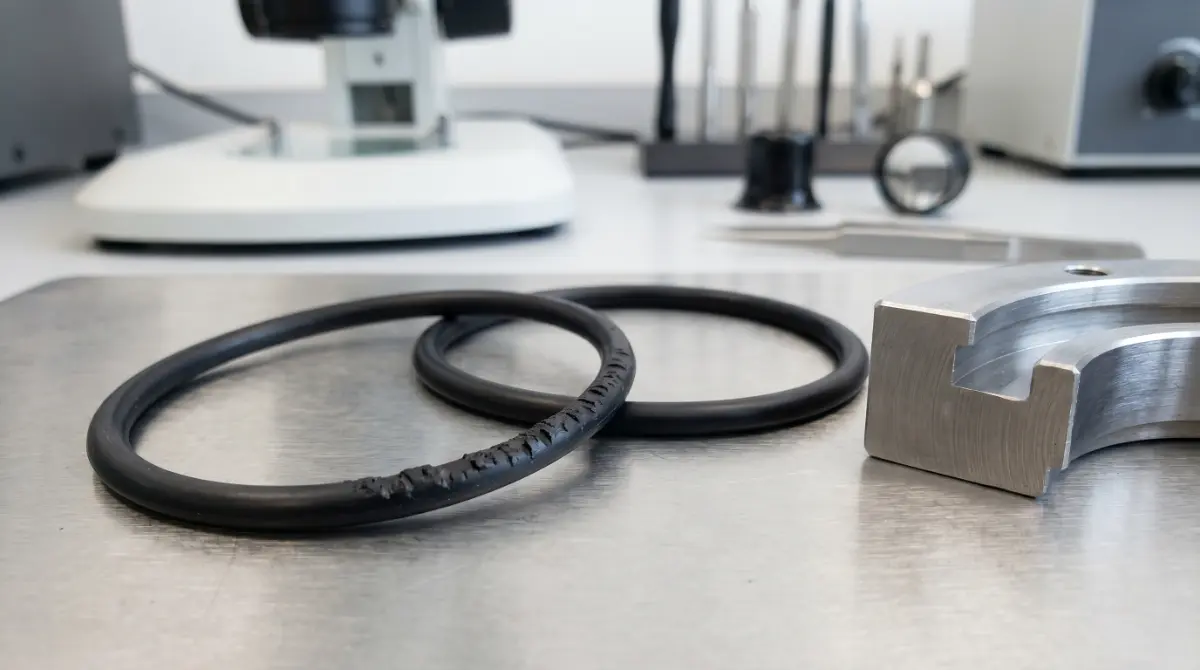
- Inspeccionar el O-ring: la zona extruida tiene aspecto fluido y dirección clara.
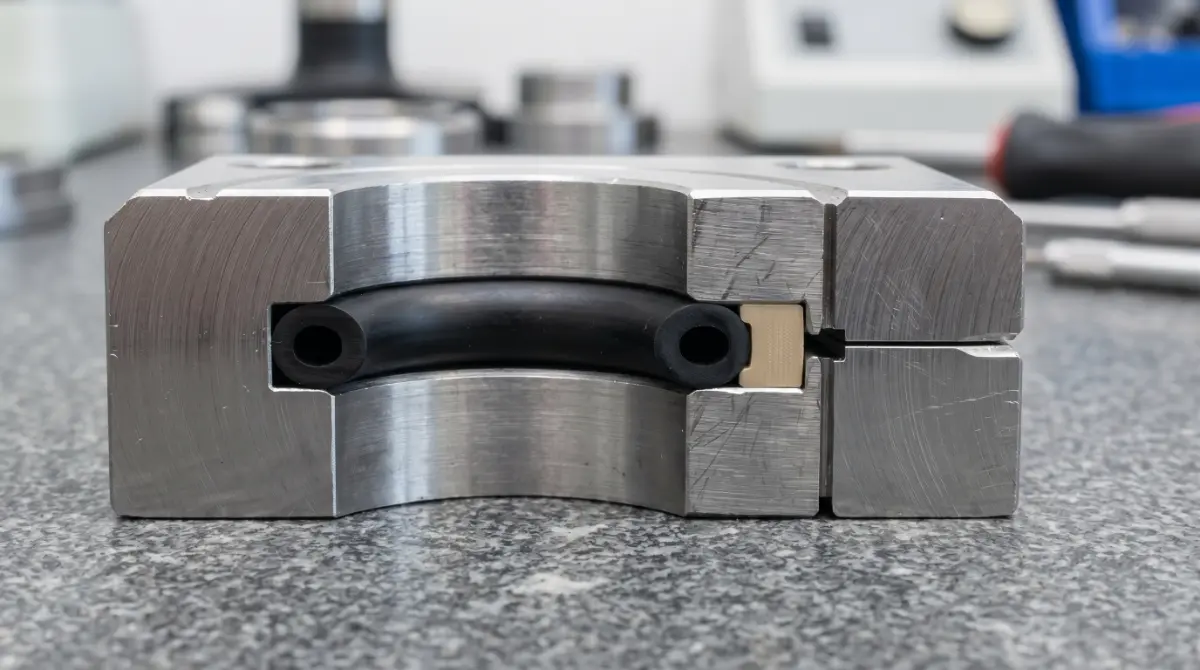
- Medir la holgura real del alojamiento (no la nominal).
- Verificar presión máxima real, incluyendo picos.
- Medir dureza del compuesto y compararla con la especificada.
- Verificar temperatura de operación (un material a 80 °C tiene dureza efectiva menor).
Antes de declarar "falla de material" es útil verificar diseño, proceso y condiciones reales. Muchas veces el material es correcto y el fallo está en otra variable.
Cómo prevenirla
Calcular extrusion gap permitida según presión y dureza (gráficas tipo Parker). Especificar dureza adecuada (80-90 Shore A para alta presión). Agregar back-up rings cuando la presión supera lo que la dureza tolera sin extrusión.
Cómo corregirla
Reducir holgura mecanizando el alojamiento, aumentar dureza del compuesto, o instalar back-up rings. En la mayoría de casos la solución es de diseño, no de material.
Materiales más vulnerables
O-rings de baja dureza, sellos sin respaldo en alta presión, materiales que se ablandan con temperatura.
Tabla rápida: síntoma / causa / acción
| Síntoma | Causa probable | Acción recomendada |
|---|---|---|
| Pellizco en una esquina | Gap excesivo en una zona | Verificar concentricidad y holgura; agregar back-up ring. |
| Anillo extruido completo | Dureza insuficiente para la presión | Subir dureza o agregar back-up rings. |
| Fuga sin signo visible | Compression set + posible extrusión inicial | Revisar diseño completo y compuesto. |
Lecturas relacionadas: sellos estáticos, sellos dinámicos.
Anillo antiextrusión para controlar extrusión del sello
Notas técnicas de referencia
Parker describe la extrusión como la condición en la que el material del O-ring empieza a entrar en la holgura entre componentes bajo presión, y la identifica como causa primaria de falla en sellos O-ring de alta presión cuando la tensión superficial del elastómero deja de resistir el flujo hacia el gap. Trelleborg describe la misma familia de daño como "extrusion or nibbling" y la reconoce por bordes desgarrados, generalmente en el lado de baja presión.
Los factores contribuyentes incluyen holguras excesivas, presión de sistema alta, excentricidad, bordes vivos, dureza insuficiente, ablandamiento por incompatibilidad química y gland fill excesivo. La solución suele combinar diseño de ranura, selección de dureza adecuada y, cuando la presión lo justifica, anillos antiextrusión (back-up rings).
FAQ relacionada
¿Qué es extrusion gap?
Es la holgura por donde el sello puede ser empujado por presión. Si la presión es alta y el material no tiene dureza o respaldo suficiente, el elastómero se extruye, se corta y falla.
¿Qué es compresión set?
Es la deformación permanente después de comprimir un material bajo tiempo y temperatura definidos. En sellos, bajo compression set significa mejor recuperación y capacidad de mantener presión de contacto.
¿Qué es relajación de esfuerzo?
Disminución de la fuerza de sellado con el tiempo aunque la deformación sea constante. Es crítica en empaques atornillados y sellos estáticos de larga vida.
¿Qué pruebas pedir a proveedor?
Dureza, dimensiones, inspección visual, certificado de material, tensile/elongación/tear si aplica, compression set para sellos, adhesión para rodillos, abrasión para desgaste e inmersión para químicos.
Descripción
Extrusión de sellos. La presión empuja el elastómero hacia una holgura. La falla aparece como mordisqueo, corte de borde o material extruido fuera de la ranura. En elastómeros, la evidencia visual debe relacionarse con la química del material, la geometría de la pieza, el proceso de fabricación y el ambiente real de servicio.
El diagnóstico correcto evita cambiar material a ciegas. Una grieta puede venir de ozono, flexión, calor o esquina aguda; un sello fugado puede fallar por compression set, ranura mal diseñada, extrusión, instalación o fluido incompatible.
Mecanismo
El mecanismo es la secuencia física o química que lleva del estado sano al daño visible. Puede incluir absorción de fluido, oxidación, corte de cadenas, relajación de esfuerzo, fatiga, abrasión, hidrólisis, migración de plastificante o pérdida de adhesión. Identificar el mecanismo vale más que nombrar el síntoma.
Síntomas, causas y acciones
| Síntoma observado | Causa probable | Acción técnica |
|---|---|---|
| cambio de volumen o dureza | fluido incompatible, temperatura o mezcla de solventes | hacer inmersión controlada con el fluido real y comparar materiales |
| grietas orientadas | ozono, tensión, flexión o envejecimiento | revisar material, protección antiozonante, geometría y exposición |
| aplastamiento permanente | compression set, sobrecompresión o calor | rediseñar ranura, validar set y revisar curado |
| desprendimiento o corte | adhesión deficiente, holgura, abrasión o montaje | inspeccionar interfaz, tolerancia, acabado y procedimiento de instalación |
Cómo diagnosticar
Recoja pieza fallada, pieza nueva del mismo lote, dibujo, fluido, temperatura, presión, tiempo de servicio, fotos de instalación, torque, acabado superficial y cambios recientes de proveedor o limpieza. Después compare dureza, dimensiones, masa, volumen, aspecto, microscopía simple, corte transversal y, si aplica, FTIR o TGA.
Prevención
La prevención combina selección de material, diseño de geometría, tolerancias, compatibilidad, proceso y mantenimiento. Las pruebas de laboratorio deben reproducir el mecanismo real: no sirve probar solo dureza si el problema es ozono, ni solo inmersión si la pieza falla por fatiga o extrusión.
Fuentes técnicas utilizadas
- Castable Polyurethane Elastomers, Ian Clemitson, CRC Press, 2008. Libro: química, prepolímeros, curado, procesamiento, problemas, propiedades, aplicaciones y evaluación de poliuretanos colables.
- Parker O-Ring Handbook ORD 5700: fundamentos de O-rings, materiales de sellado, diseño de ranuras, modos de falla y tablas de compatibilidad.
- ASTM Rubber Standards: métodos para evaluar propiedades físicas, mecánicas y químicas en hules y elastómeros.
- Gallagher Polyurethane Technical Data & Design Guide: diseño y aplicación de componentes colados y moldeados de poliuretano.
Contenido editorial reescrito y ampliado para fines educativos. Para especificación final se debe validar con ficha técnica del compuesto, norma aplicable, pruebas de laboratorio y condiciones reales de servicio.